EN10305 1.4301, 1.4306, 1.4404, 1.4539 Ống tuýp, không ráp / Hàn, bề mặt sáng
YUHONG GROUP đối phó với ống thép không gỉ liền mạch và ống đã được hơn 10 năm, mỗi năm bán hơn 80000 tấn ống thép không gỉ liền mạch và ống. Khách hàng của chúng tôi đã bao gồm hơn 45 quốc gia. Ống thép không rỉ liền mạch của chúng tôi và ống đã được chiều rộng sử dụng trong khai thác mỏ, năng lượng, hóa dầu, công nghiệp hóa chất, thực phẩm nhà máy, giấy nhà máy, khí và chất lỏng công nghiệp vv ANSI B16.10: B16.19 SCH 5S, SCH 10S, SCH 20, SCH 30, SCH 40S, SCH 60, SCH80S, XS, SCH 100, SCH 120, SCH160, XXS
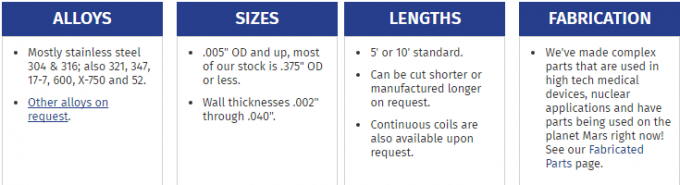
Ống Y tế được sản xuất bằng cách sử dụng 304, 304L và thép không gỉ 316L . 304 Thép không gỉ có hàm lượng cacbon tương đối thấp (tối đa 0,08 phần trăm), và chống lại sự ăn mòn tốt hơn thép không gỉ 302. Thép không rỉ 304L, có hàm lượng carbon thấp hơn (tối đa 0,04%), và có tính chống ăn mòn tương tự. Tuy nhiên, 304L cũng có khả năng chống ăn mòn cao sau khi hàn. 316L đôi khi được sử dụng trong dụng cụ y tế và có hàm lượng carbon thấp hơn 316 Không rỉ. 316L được sử dụng ở những nơi có yêu cầu ăn mòn cao
Hàn và rút ra là sự lựa chọn ống ưa thích về mặt kinh tế, thời gian dẫn và dung sai so với không liên tục trong hầu hết các trường hợp. Nhiều yêu cầu ứng dụng đòi hỏi phương pháp hàn và trám (trục trặc) của TIG, được Vita Needle sử dụng trong hơn 85 năm!
Sản xuất ống thép không gỉ cho ngành y tế
Một mồi trên tiến trình
Sản xuất ống cho ngành công nghiệp y tế đòi hỏi rất nhiều sự chú ý đến chất lượng hàn, chất liệu và bề mặt.
Ống cho ngành công nghiệp y tế được sản xuất chủ yếu từ 304 và 304L (thấp cacbon) thép không gỉ hàn. Thép không rỉ 304 có hàm lượng cacbon tương đối thấp (tối đa 0,08 phần trăm), và chống lại sự ăn mòn tốt hơn 302 không gỉ.
Chất chống thấm 304L của nó có hàm lượng cacbon thấp hơn (tối đa 0,04%) và chống ăn mòn tương tự. Tuy nhiên, 304L cũng có khả năng chống ăn mòn cao sau hàn.
Tết cổ phiếu
Một trong những thách thức hàng đầu đối với các nhà sản xuất ống y tế là bảo vệ cổ phiếu dải với một điều kiện cạnh chất lượng tốt. Các bức tường của ống có khuynh hướng tương đối mỏng trên thị trường y tế, và kết quả là sự sắp xếp và điều kiện cạnh là rất quan trọng.
Các nhà khai thác nhà máy hàn nên lưu ý tất cả các cổ phiếu dạng dải sạch sẽ và được bảo vệ tốt nhất có thể. Điều này bao gồm việc bảo quản và bảo quản cẩn thận và hợp lý tất cả các cổ phiếu với găng tay bông sạch để tránh dầu cơ thể không bị ô nhiễm các cạnh.
Nhà sản xuất phải làm việc chặt chẽ với bộ phận dải để đảm bảo rằng dải đến đáp ứng yêu cầu về điều kiện cạnh. Hầu hết các nhà máy đều có một hoặc hai nhà cung cấp dải cung cấp dải chất lượng tốt đáp ứng yêu cầu của nhà máy.
Hàn
Các nhà sản xuất thường sử dụng một trong ba phương tiện khác nhau để hàn dải thép không gỉ 304 và 304L cho thị trường y tế.
Đầu tiên là hàn hồ quang vonfram khí (GTAW). Đây là phương pháp phổ biến nhất trong các phương pháp phổ biến và vẫn được sử dụng rộng rãi. Thứ hai, hàn plasma, là một biến thể trên GTAW. Việc hàn laser cuối cùng, là phương pháp mới nhất của các phương pháp phổ biến. Mỗi phương pháp hàn tương tự nhau trong thiết kế cơ bản, với sự khác biệt đến các đầu mối hàn và nguồn cung cấp điện. Mỗi cũng có nhiều điểm mạnh và điểm yếu.
Một số mặt hàng chính cần xem xét trong quá trình lựa chọn quy trình hàn là:
1. Tốc độ hoạt động.
2. Bảo trì điện cực.
3. Dễ sử dụng.
4. Chi phí đầu hàn và cấp điện.
Hầu hết các nhà máy hàn sử dụng thiết bị kiểm tra dòng xoáy sau khi vây cuối cùng vượt qua để kiểm tra tính toàn vẹn của đường nối hàn. Một số cũng thêm một máy quay video tập trung vào đường nối hàn để quan sát sự liên kết của đường may và điện cực đầu mối hàn. Hai thiết bị trợ hàn này cho phép nhà máy sản xuất các cuộn dây liên tục lớn hơn với mức độ tự tin khá cao trong mối hàn với tốc độ từ 20 đến 30 feet trên giây (FPM).
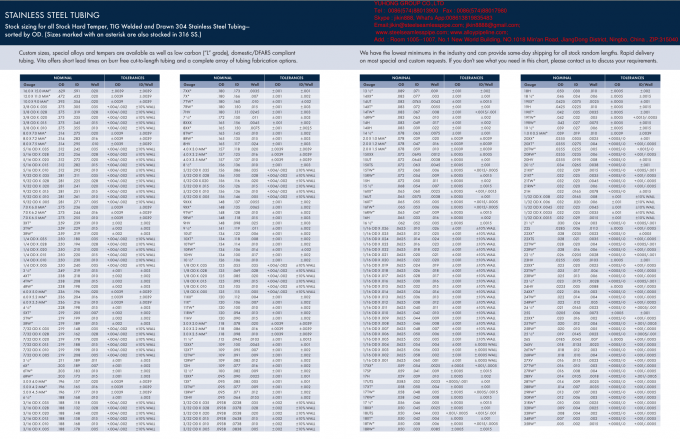
Dãy kích thước
Phần lớn ống y tế được làm theo thang điểm dựa trên thông số kỹ thuật GG-N-196 của quân đội Hoa Kỳ. Yêu cầu hiện đại và tiến bộ công nghệ đã mở rộng rất nhiều quy mô này. Các thiết bị đo gia tốc từ 6 (0.203 inch) đến 36 (0.004 inch) với các bức tường khác nhau (0.015 đến 0.0015 inch) hiện nay được chấp nhận là tiêu chuẩn.
Ba sản phẩm cơ bản
Các nhà sản xuất cung cấp các nhà sản xuất thiết bị gốc (OEMs) và các nhà phân phối với ba loại cơ bản hoàn thiện ống hàn, theo sau là một số bồn rửa [giảm mà không có đường kính bên trong (ID) hoặc trục khuỷu] để kết thúc; hàn, phích cắm, hoặc kéo rãnh (để làm mịn các mối hàn và để thiết lập độ dày của tường), tiếp theo với một số bồn để kết thúc; và hàn lại theo sau bởi một số núm kéo hoặc kéo yên để kết thúc. Mỗi trong số những phương pháp này sản xuất một sản phẩm âm thanh, và mỗi sản phẩm có một khu vực cụ thể của ứng dụng.
Một số nhà sản xuất ống cung cấp tất cả ba loại sản phẩm, trong khi một số khác chuyên về một hoặc hai. Họ cung cấp OEM y tế một loạt các đường nối hàn và chất lượng bề mặt hoàn thiện và dung sai, cũng như chi phí khác nhau.
Được hàn và hoàn thành bởi Sinks . Các cổ phiếu dải trong hàn và hoàn thành bằng cách chìm ống được hình thành và hàn ở hoặc rất gần kích thước bức tường thành với đường kính ngoài (OD) lớn hơn kích thước hoàn thành mong muốn. Yêu cầu OD của ống hàn đạt được bằng cách chìm ống đến kích thước đã hoàn thành.
Quá trình chìm được thực hiện bằng cách bôi trơn ống trên OD và kéo nó qua khuôn. Quá trình này được lặp lại với những cái chết nhỏ dần cho đến khi đạt được mong muốn OD. Quá trình này không yêu cầu bất kỳ quá trình ủ trung gian nào và do đó có thể sản xuất ống một cách hiệu quả và không tốn kém. Tuy nhiên, trong quá trình này, khả năng đạt được mức độ làm việc cao sẽ thường bị cản trở bởi vì lượng công việc làm lạnh bị hạn chế do thiếu tường giảm trong quy trình.
Quá trình này không đòi hỏi quá trình ủ trung gian, do đó vùng hàn vẫn còn nguyên vẹn và không đồng nhất. Kết quả là, khu vực hàn vẫn còn nhìn thấy và không được tích hợp vào kim loại cơ bản. Việc giảm ống mà không có trục trặc ID hoặc phích cắm làm cho bề mặt thô trên ID của ống. Nếu một ống được hoàn thành bởi nhiều bồn rửa được cắt để lộ một phần ngang, gắn kết, đánh bóng và sau đó xem qua kính hiển vi, đỉnh cao và thung lũng dọc theo ID có thể nhìn thấy được.
Các đỉnh trên tường ID gây ra bởi quá trình này làm cho nó khó khăn để làm sạch ID đầy đủ bởi vì bụi bẩn và chất gây ô nhiễm có thể thu thập trong các thung lũng của các đỉnh. Những đỉnh này cũng làm cho ID không ổn định và có thể gây khó khăn trong việc đo kích thước ID một cách nhất quán.
Loại ống này thường được sử dụng cho các ứng dụng kim tiêm cơ bản như một thiết bị chích. Do tình trạng thất thường của ID, ống này thường không được sử dụng cho các quá trình yêu cầu khả năng vượt qua một cây kim, dây hoặc ống qua ID. Ngoài ra, phương pháp này thường không được sử dụng để lấy máu vì ID thô có thể gây ra máu để xây dựng và đông máu, làm chậm hoặc cuối cùng ngăn chặn dòng máu. Cuối cùng, do công việc làm lạnh nghiêm trọng trên cấu trúc hạt không đồng nhất ở khu vực hàn, ống có thể bị hỏng trong quá trình chế tạo có thể được thực hiện trên ống đã hoàn thành.
Lắp, Lắp, hoặc Khớp nối Giãn bởi Các bồn để hoàn tất . Với các tấm hàn, plug, hoặc trán kéo theo ống chìm đến cuối, phần dải được hàn và tạo thành như với ống chỉ chìm, nhưng kích thước của tường bắt đầu lớn hơn kích thước tường thành mong muốn.
Các OD và ID được bôi trơn, và cắm ID hoặc trán được đưa vào, và ống được kéo qua khuôn. Tùy thuộc vào lượng giảm, quá trình này có thể được lặp đi lặp lại bằng cách sử dụng khuôn dập nhỏ hơn và phích ID hoặc tròng lưỡi cho đến khi đạt đến mức độ cứng của công việc đòi hỏi phải có sự tiếp xúc trung gian. Sau khi ủ, quá trình này có thể tiếp tục với nút ID hoặc trán hoặc nó có thể chuyển sang quá trình chìm như mô tả ở trên.
Sản phẩm sau đó được hoàn thành với chìm liên tục đến kích thước hoàn thành mong muốn. Việc bổ sung các ID plug hoặc trán và trung gian anneal tăng chi phí sản phẩm, và hiệu quả sản phẩm lều để giảm. Bởi vì quá trình này chỉ có một quá trình gia nhiệt trung gian, khu vực mối hàn, trong khi đồng nhất, vẫn còn nhìn thấy được.
Tỷ lệ cứng hơn làm việc đạt được dễ dàng hơn với quá trình này vì số lượng công việc làm lạnh được yêu cầu để giảm. Chất lượng điều kiện bề mặt, cả ID và OD, có xu hướng cao do có ID plug hoặc trấu đỡ tường ID trong suốt quá trình giảm. Ngoài ra, làm sạch ID hầu như không có vấn đề, kích thước ID là nhất quán, và ống có thể giữ dung sai chặt chẽ hơn so với ống hoàn thành bằng phương pháp chìm.
Một cái nhìn ngang của ống này qua kính hiển vi cho thấy sự méo mó của tường ID ít hơn và vẻ ngoài mượt mà. Ống này thường được sử dụng trong các ứng dụng đòi hỏi ống có chất lượng cao với dung sai chặt chẽ. Nó thường không được sử dụng như một thiết bị chích.
Được hàn và được nối hoặc kéo để hoàn thiện . Trong sản xuất dây hàn và ống nối hoặc kéo-đến-hoàn thiện, cổ phiếu dạng dải được tạo thành và hàn giống như các phương pháp khác, và tường bắt đầu và OD lớn hơn kích thước hoàn thiện mong muốn.
Sau khi OD và ID được bôi trơn và chèn một chốt ID hoặc trục trặc, ống sẽ được kéo qua khuôn dies. Tùy thuộc vào mức độ giảm và độ cứng yêu cầu của yêu cầu kết thúc, quá trình này được lặp lại với khuôn nhỏ hơn và nắp ID hoặc tròng lưỡi cho đến khi công việc đòi hỏi độ ướt cao. Sau khi ủ, quá trình này có thể bắt đầu lại cho đến khi đạt được kích thước thành công mong muốn.
Sản phẩm được rút ra với một ID plug hoặc tròng từ đầu đến cuối. Điều này kết hợp với ít nhất hai quá trình gia công trung gian, cho phép khu vực mối hàn đồng nhất hoàn toàn với kim loại cơ bản. Khả năng giữ khoảng cách OD và ID rất chặt chẽ cũng như độ sạch sẽ của ID là những đặc điểm chính của sản phẩm này. Một cái nhìn ngang của ống được rút ra để hoàn thành thông qua một kính hiển vi cho thấy một bức tường ID mịn và không có khu vực dễ nhìn thấy.
Một số sử dụng cho sản phẩm này bao gồm kim tiêm hiến máu, các sản phẩm đòi hỏi dung sai chặt chẽ và điều kiện bề mặt vượt trội cũng như các sản phẩm yêu cầu khả năng truyền các thiết bị khác thông qua ID.
Để chắc chắn, không phải tất cả các ống thép không gỉ được sản xuất với cùng một chi tiết kỹ thuật. Các nhà sản xuất thiết bị y tế và các nhà phân phối có nhiều sản phẩm và chất lượng sản phẩm để lựa chọn khi đặt hàng ống thép không gỉ cho thị trường y tế. Quan trọng nhất, OEM và nhà phân phối phải hiểu rõ về việc sử dụng ống để đảm bảo sản phẩm phù hợp được đặt hàng.